
Over the last few days, Dr. Josip Vukina and I have been looking into 3d-printing reusable mask bodies to help forestall the expected shortfall. The core idea is to have a reusable (ideally sterilizable) mask body with a replaceable modular filter.
The initial idea and design came via Copper3D (mirror), a filament manufacturer promoting their anti-bacterial copper PLA filament by suggesting we make masks from it.
A few things to notice:
- Copper3D are promoting an anti-_bacterial_ copper filament for a viral outbreak.
- The website reads like a marketing exercise.
- There aren’t any pictures, only renders of this mask.
- They say that we must “post process and seal the mask before use”, but don’t include any detail
- There are no details on the actual filter to be used with this.
To their credit, they do specify printer settings and some assembly instructions. So we took the plunge:
The Mask
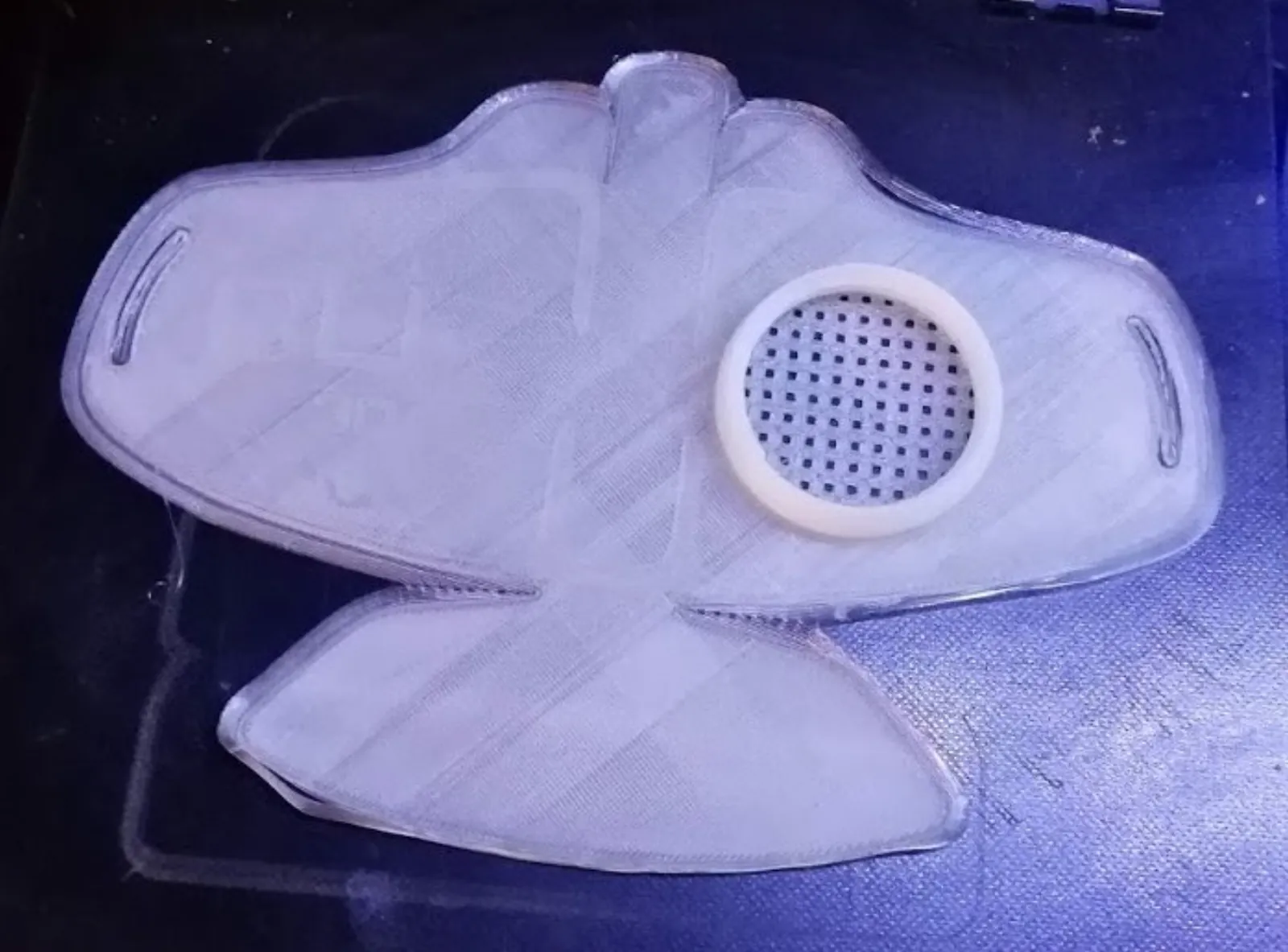
The mask prints flat, with a protruding screw thread for the filter cartridge. There are ridges to guide the bending of the mask, which I did using a hot air rework station. Once bent into shape, this is what the mask looks like:
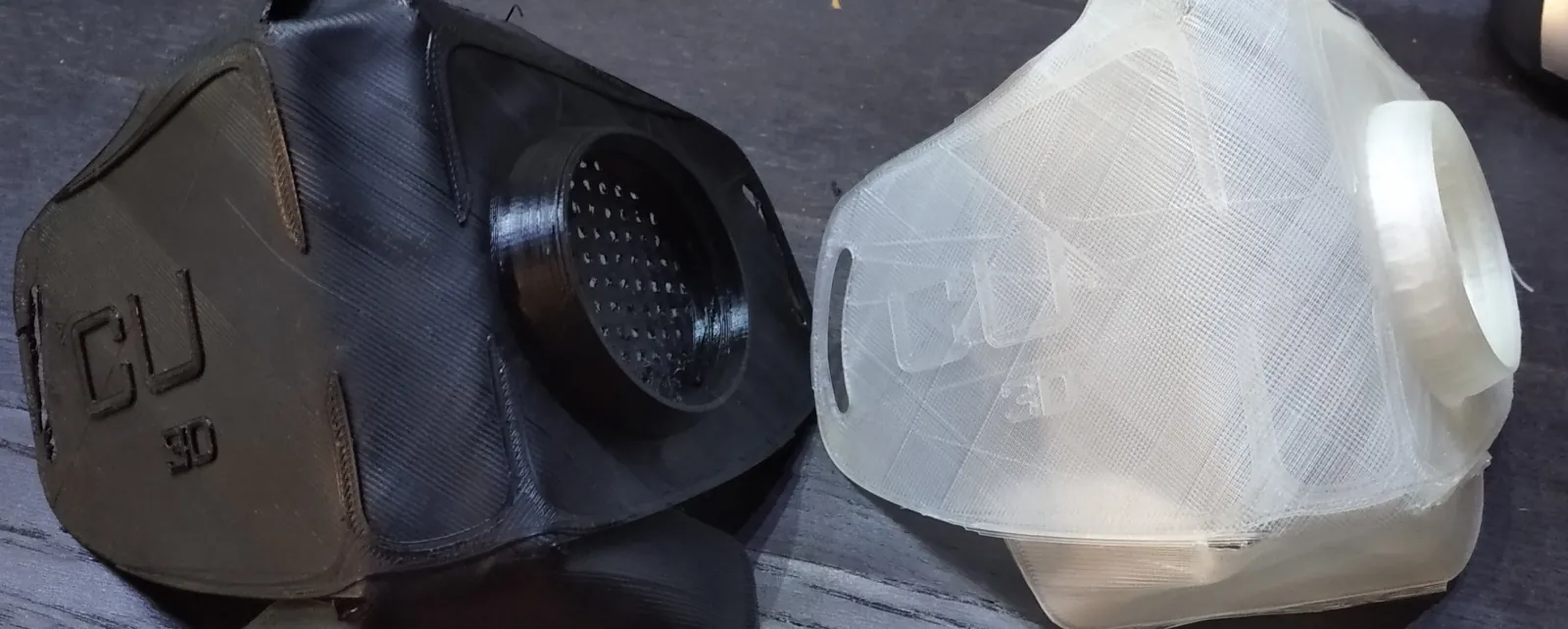
Molding them to shape took about fifteen minutes of trial-and-error. The PET-G mask was easier to mold and had a little more give to it.
The Seal
I tested the masks using the simplest at-home test: I covered the hole with my hand and inhaled deeply.
Unsurprisingly, neither mask sealed. Understanding why will help us design a mask that does seal, so I investigated further. There were two main problems:
3D Printing is an approximate, imperfect process
To print something airtight, we need to set our print up so there is no free path through the material body.
3D printers (at least the most common FDM kind) work by depositing strands of material, not sheets, so this is difficult. Solid surfaces are approximated by laying down left-right layers and forward-back layers in an alternating manner, but this pattern is prone to porosity.
Also, while the process is reliable on a macro scale, even well-calibrated printers make parts with small imperfections. Usually this would be inconsequential, but in this case we need to guarantee our parts have no pores greater than 2.5 microns or larger.
Under a microscope, this looks like this:
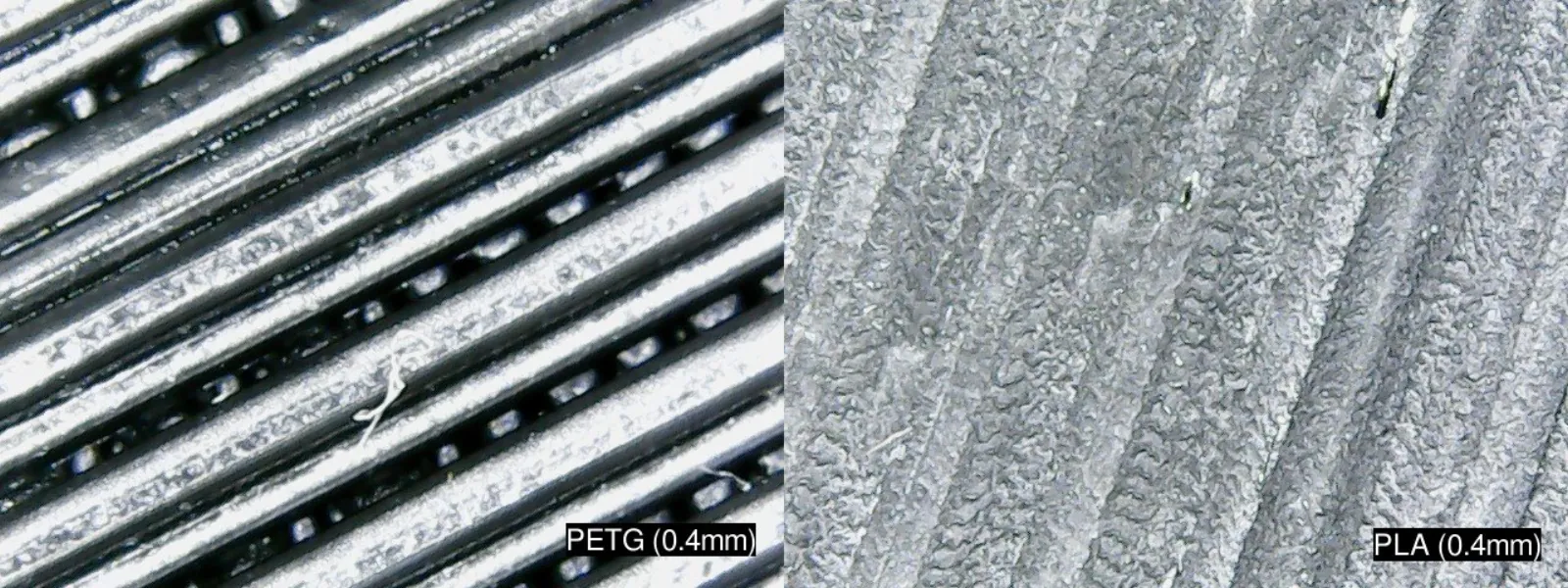
Note that PET-G strands are visible, with large gaps between them; that’s the approximate nature of the printing process. The PLA surface is much more regular, but has small imperfections dotted throughout.
One idea I tested is to seal the outer mask surface with wax. Wax has long been used for waterproofing, and it works pretty well here:
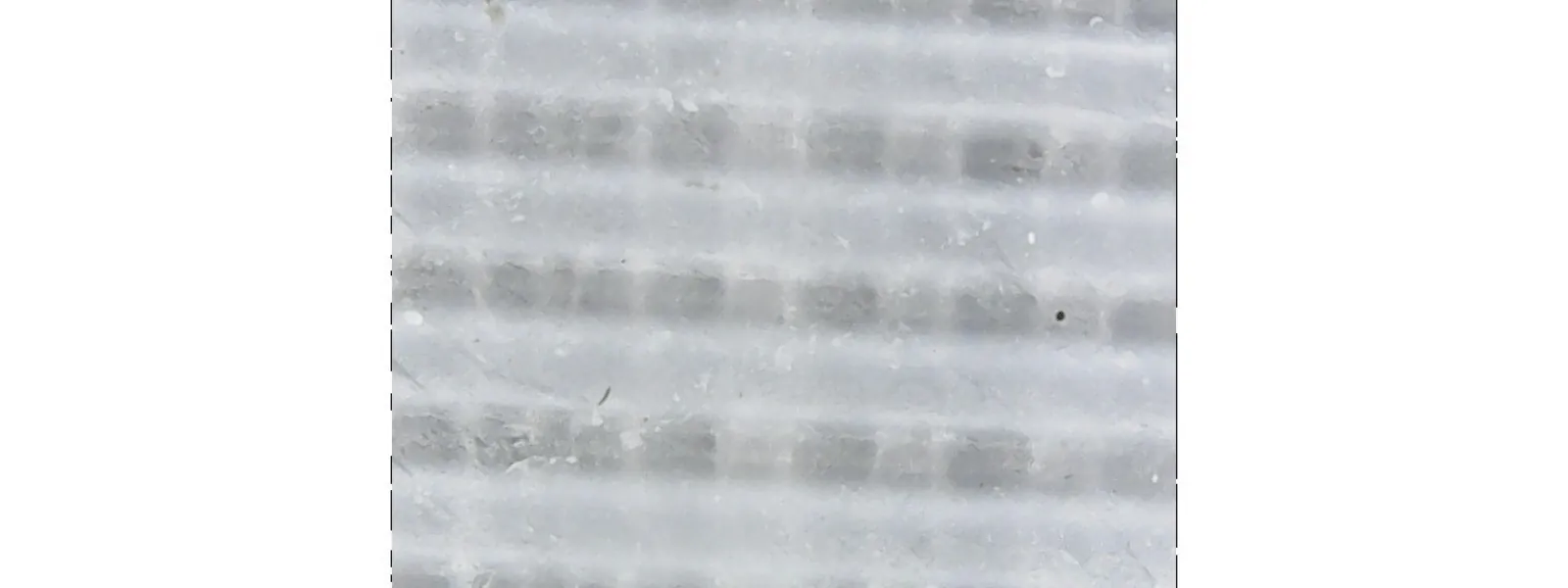
Wax is subject to wear and tear, fouling (hydrophobic matter can dissolve into it), and is incompatible with the temperatures needed to thermoform the mask. And it is a huge fire hazard. For these reasons, we won’t be pursuing wax any further.
Bending plastic is imperfect
Bending sheet material is a well-understood industrial process that hobbyists sometimes do at home. There’s always a fudge factor (called a K-factor when bending metals), that accounts for the radius the material is willing to form.
The existing design seems to assume that either perfect bending is possible, leading to corner holes in the chin and nose regions that leak air. Here is a close-up of the chin region:

The presence of these holes is an artefact of the mask geometry, and I believe we can design around these. As it stands, these holes need to be sealed with something else, perhaps a food-safe epoxy.
Validating masks
The block-and-breathe-in test is primitive, and unsuitable for verifying that the mask works as intended. Verifying the mask design, the production process, the filter selection, and the actual fit of the mask on the user’s face, in an all-in-one test is essential before we trust this mask.
In the US, this is done by putting a hood over the tester’s masked face and pumping aerosolized saccharine into it; a mask fails if the tester can detect the scent. In Singapore, they do something similar using a fine mister to spray a bittering agent.
Eventually, any produced mask must be subject to the prevailing standard test. But these tests are relatively expensive to run. We can save time and money with a DIY test to rapidly disqualify failing designs: perhaps scented candles and/or smelling salts sprayed through an airbrush gun?
Next steps
3D printing does not lend itself well to making the large airtight mask body, and so we’re exploring a different design that uses a laser-cut PET-G sheet instead. There are some additional design considerations:
- Design a filter cartridge so the amount of printed material that must be airtight is minimized.
- Design a mask body that provides a continuous surface around the chin and nose bends, preventing those small holes despite imperfect bending.
- Considering the size of the inserted filter (possibly by comparing it to the surface area of existing masks)
For now, there is some sheet plastic on the way, and a paper prototype being tested.