We’re trying to create a mask that fulfills a similar need to face masks (not N95 masks) for use in what the CDC calls a contingency or crisis capacity. This is to be used in the same capacity as home-sown face-masks, not professionally produced N-95s.
There’s additional advice on mask use and re-use in this Lancet Respiratory Medicine article and in the WHO’s public guidance on mask use.
The Second Mask
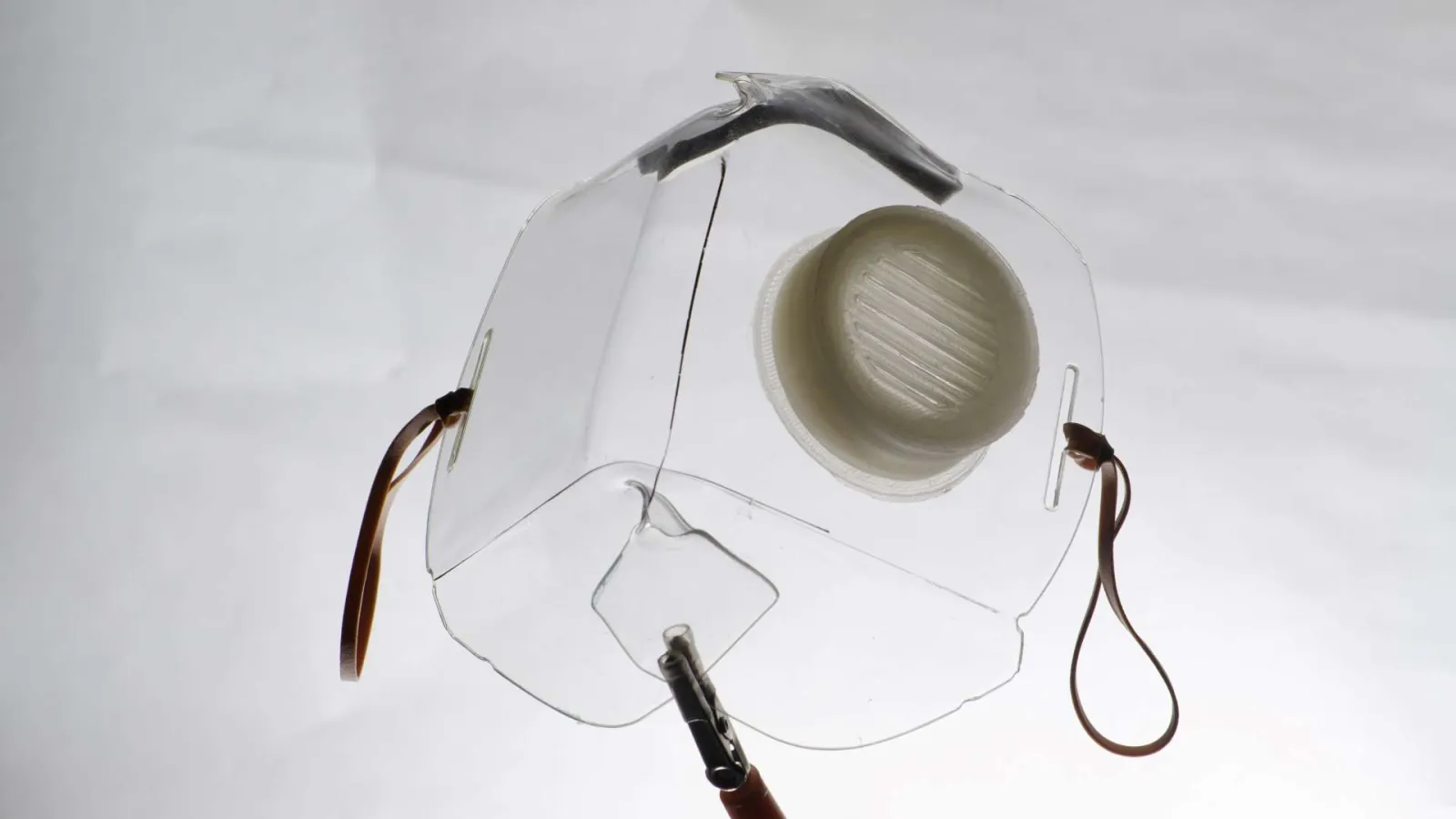
This design uses 0.040” (~1 mm) PET-G sheets that are laser-cut to shape, and then bent to shape using a heat-gun and a shaped block of styrofoam as a jig. A separately-printed screw-on filter block holds a piece of non-woven cloth, gauze, or some cheap filter material.
The new design takes about 80 minutes to produce – half as long as before. The limiting factor is (as always) the 3d-printing. I estimate that my home lab can produce 10-15 masks per day.
If you look carefully at the chin area, you will notice that the plastic is twisted around at the joint. This is a deliberate strategy to avoid holes in the mask design. By carefully managing the amount of plastic that is twisted, the nose and chin regions can be formed in an airtight manner. If necessary, these areas can be reinforced with a little epoxy.
Next steps
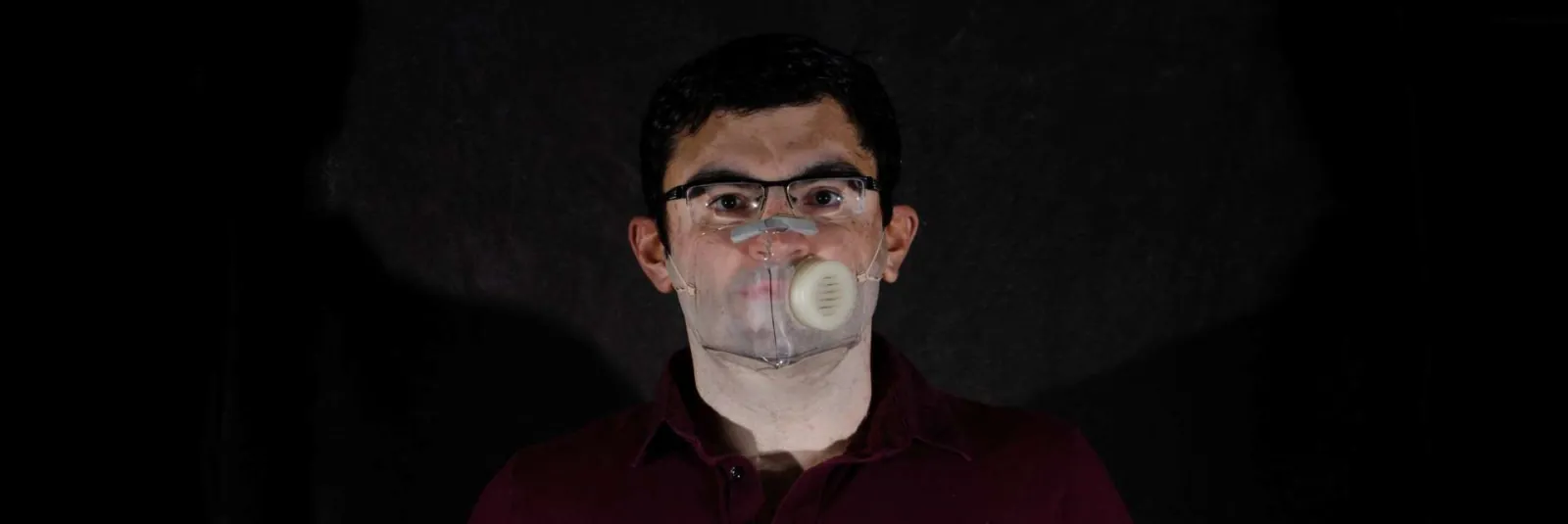
After testing the prototype, we discovered that the mask does not seal well around the nose. This is a problem for virtually every rigid-body mask that expands sideways over the cheeks; even professionally-made N-95 masks can have this problem. Additionally, this design relies on buccal fat to provide sealing against the cheeks. With people with pronounced cheekbones, the mask may leak along the sides.
We’re developing a new design using vacuum-forming, hoping to produce masks with better nose-joints that are produced even more quickly.